- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski

Dix minutes pour que vous puissiez lire et comprendre l'amorce d'extrusion en aluminium
2025-02-21
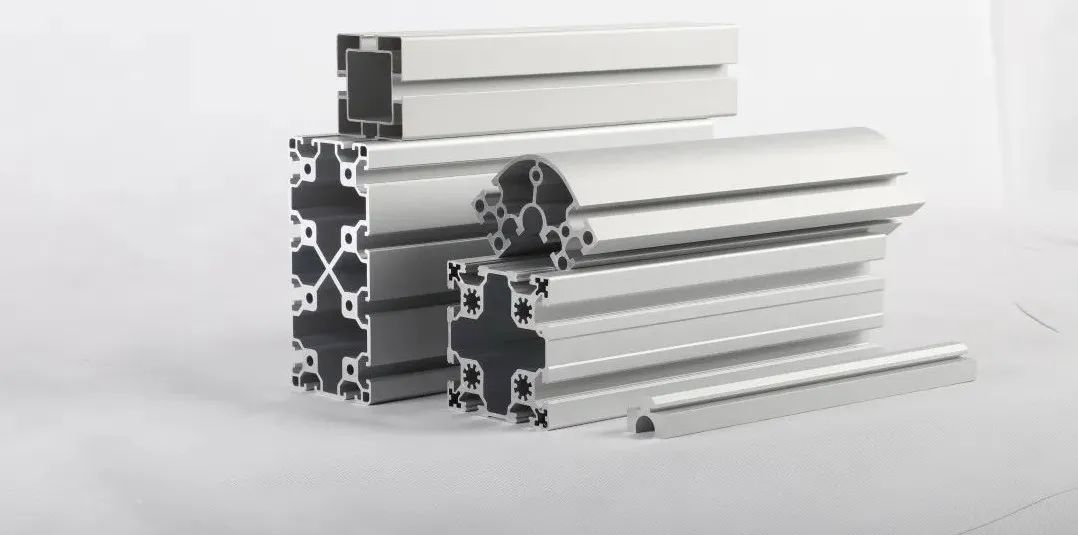
Tout d'abord, pour comprendre la formation de profils en aluminium, c'est-à-dire des lingots ou des barres en aluminium à travers les trois processus de fusion et de coulée, d'extrusion et de traitement de surface. Il en résulte des profils en aluminium avec différentes formes de section transversale. Le lingot en aluminium, barre d'aluminium, est le matériau le plus primitif de tous les profils en aluminium, la longueur de 8 à 12 mètres, avec un diamètre de D90 mm, D105 mm, D120 mm, D178 mm les quatre types, le conventionnel domestique est 6063.
1, la coulée est le premier processus de production d'aluminium, le principal processus pour les ingrédients, la fusion, la coulée.
2 、 L'extrusion est le moyen de moulage de profil, d'abord à travers la conception en coupe pour créer un moule, puis utilisez l'extrudeuse pour extruder la barre coulée ronde chauffée à partir du moule à former.
3 、 Le traitement en surface est le traitement de la surface du profil, généralement couramment utilisé est l'aluminium anodisé, pour présenter une surface de sable, un blanc brillant et une coloration d'oxydation des effets visuels de surface.

Les profils d'aluminium finis peuvent être divisés en deux catégories, l'une est les profils architecturaux en aluminium, principalement utilisés dans notre vie quotidienne, tels que les portes et les fenêtres en aluminium, le mur-rideau en aluminium dans nos vies peuvent être vus partout; L'autre est les profils industriels en aluminium, principalement utilisés dans la production et la fabrication industriels, tels que les machines et équipements automatisés, le squelette de la couverture de protection, ainsi que les entreprises en fonction de leurs propres machines et des exigences de l'équipement du moule personnalisé, tels que la chaîne de montage, les soulants, les élévateurs, les machines de distribution, les équipements d'essai, les étagères et ainsi l'entrée, l'industrie électronique des machines électroniques et les salles propres avec la majorité.
Processus de production de profil en aluminium en bref:
Merdeuse et moulage
La fusion et la coulée sont le premier processus de production d'aluminium, le processus principal est:
(1) Ingrédients: Selon le numéro H *** spécifique qui doit être produit, calculez la quantité de différents composants en alliage à ajouter et corresponde raisonnablement aux différentes matières premières.
(2) Foulting: les matières premières seront appariées en fonction des exigences du processus pour rejoindre la fusion de la fusion, et par le biais du dédouillage et de la déchaînement des moyens de raffinage de la fonte dans le laitier, le gaz supprimé efficacement.
(3) Casting: Le liquide en aluminium fondu est refroidi et jeté dans diverses spécifications des cannes de coulée rondes à travers un système de coulée de puits profond dans certaines conditions de processus de coulée.
Presser
L'extrusion est le moyen de moulage de profil. Tout d'abord, selon la conception de la section transversale du produit, la fabrication du moule, l'utilisation de l'extrudeuse sera chauffée à la barre coulée ronde à partir de la formation d'extrusion de moisissure. L'alliage de grade 6063 couramment utilisé, dans l'extrusion, utilise également un processus d'extinction refroidi par l'air et son processus de vieillissement artificiel ultérieur, afin de terminer le renforcement du traitement thermique. Différentes grades d'alliages renforcés traitables par la chaleur ont des régimes de traitement thermique différents.
Coloration (nous nous concentrerons d'abord sur le processus d'oxydation)
Oxydation: profil en alliage en aluminium extrudé, sa résistance à la corrosion de surface n'est pas forte, doit être par le traitement de la surface de l'oxydation anodique pour augmenter la résistance à la corrosion, la résistance à l'abrasion et l'apparition de l'esthétique en aluminium.
www.zgmetalceiling.com
https://www.zgmetalceiling.com/c-channel-grid-ystem-rectangular-aluminum-metal-ceiling.html
Ses principaux processus sont:
(1) Prétraitement de surface: méthodes chimiques ou physiques pour nettoyer la surface du profil, nue pure matrice, afin de faciliter l'acquisition d'un film d'oxyde artificiel complet et dense. Peut également être obtenu par le miroir mécanique ou aucune surface légère (mate).
(2) Oxydation anodique: après le prétraitement de surface du profil, dans certaines conditions de processus, l'oxydation anodique de surface du substrat se produit, générant une couche d'adsorption dense, poreuse et forte de la couche de film Al2O3.
(3) Scellant des pores: les pores de la membrane poreuse du film d'oxyde poreux généré après oxydation anodique sont fermés, de sorte que le film d'oxyde est anti-pollution, résistant à la corrosion et résistant à l'usure est amélioré. Le film d'oxyde est incolore et transparent, en utilisant la forte adsorption du film d'oxyde avant de sceller les trous, l'adsorption et le dépôt de certains sels métalliques dans les trous de la membrane, qui peuvent faire l'apparence du profil pour montrer la couleur (blanc argenté) autre que la couleur de nombreuses couleurs, comme: noir, bronze, gol et inoxydable) autre que la couleur.